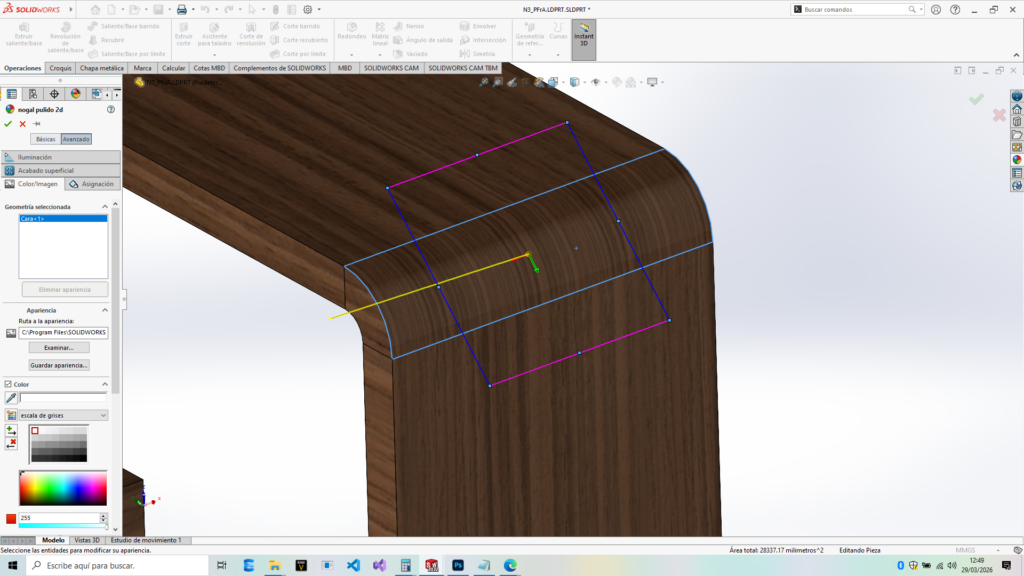
en una tabla de nogal, de unos 26mm de grosor, de cuanto tamaño minimo puedo hacer una rejilla de agujeros tipo de ventilación, via mecanizado / fresado de madera para que queden bien esteticamente y no se rompa la caja
Para una tabla de
nogal de 26 mm de grosor, el equilibrio entre estética y resistencia estructural depende de la relación entre el diámetro del agujero y la separación entre ellos. Al ser el nogal una madera dura y densa (aprox. 660 kg/m³), permite detalles finos, pero su fragilidad ante el astillado requiere precauciones.
Recomendaciones de Dimensiones
- Tamaño mínimo recomendado: 3 mm a 5 mm de diámetro.
- Agujeros menores a 3 mm pueden obstruirse fácilmente con polvo o acabado y ofrecen poca ventilación real.
- Para un grosor de 26 mm, un agujero de 4 mm es estéticamente proporcionado y mantiene la integridad.
- Separación mínima entre agujeros (Paso): Regla de 1.5 a 2 veces el diámetro.
- Si haces agujeros de 5 mm, deja al menos 7.5 mm a 10 mm de madera sólida entre los centros de los agujeros. Esto evita que la «red» de madera se debilite y se rompa bajo presión o cambios de humedad.
- Distancia a los bordes: Mantén los agujeros a una distancia mínima de 50 mm (2 pulgadas) de los bordes de la tabla para evitar que la madera se raje por las tensiones naturales de la veta.
Consejos para el Mecanizado (Fresado/CNC)
- Herramienta adecuada: Utiliza una fresa de compresión o una de «up-cut» (corte hacia arriba) de alta calidad. El nogal tiende a astillarse en la salida del corte.
- Mantenimiento de la estética:
- Velocidad: Usa velocidades de rotación altas y avances lentos para evitar quemar la madera, algo común en maderas oscuras como el nogal si la fresa se detiene demasiado tiempo.
- Mártir: Coloca una tabla «mártir» (un trozo de madera desechable o DM) debajo de tu pieza de nogal. Esto garantiza que el agujero salga limpio por la parte inferior sin astillar la veta.
- Diseño de ranuras: Si en lugar de agujeros prefieres ranuras (slots), asegúrate de que sigan la dirección de la veta para maximizar la resistencia.
pantalla lcd embedida de 7″ por usb fullHD tamaño aprox – Buscar con Google
a ver placas como la tty t1deep o de workstation, llevan algo en la propia placa que pueda servir para tal fin ?
Las placas base comerciales, incluso las de gama alta o workstations como la TTY T1Deep (basada en AMD EPYC/SP3), no están diseñadas para emitir vídeo nativo Full HD a través de sus pines USB internos. Los cabezales USB de 9 pines (USB 2.0) o el conector Type-E (USB 3.2 para el frontal de la caja) solo transmiten datos y energía, careciendo del protocolo «DisplayPort Alt Mode» necesario para vídeo por un solo cable.
Sin embargo, existen conectores internos en placas específicas (especialmente industriales o de formato pequeño) que sí sirven para este fin:
1. Conector eDP (Embedded DisplayPort)
Es el estándar que usan los portátiles para conectar su pantalla interna a la placa base.
- Disponibilidad: Común en placas industriales de ASRock Industrial o ASUS Business.
- Capacidad: Soporta Full HD y 4K nativos con un solo cable plano (ribbon) que lleva vídeo, datos táctiles y energía.
- Problema: No es estándar en placas de consumo o workstation de torre.
2. Puerto HDMI Interno (Poco común)
Algunas placas modernas diseñadas para entusiastas han empezado a incluir un puerto HDMI físico dentro de la placa para facilitar la instalación de estas pantallas de 7″.
- Ejemplos: La serie ASUS Prime 750 o modelos específicos de MSI para «modding».
- Uso: Conectas un cable HDMI corto directamente de la placa a la pantalla sin sacar cables fuera de la caja.
3. Tarjetas PCIe de Expansión USB-C con Vídeo
Si tu placa no lo trae, puedes añadir una tarjeta PCIe que genere un puerto USB-C con salida de vídeo.
- Funcionamiento: Estas tarjetas suelen tener una entrada DisplayPort externa; conectas un cable corto de tu GPU a la tarjeta PCIe por fuera, y esta «inyecta» el vídeo en el puerto USB-C interno/externo.
Resumen de opciones para tu caso
| Método | Conexión | Resolución | Viabilidad en Workstation |
|---|---|---|---|
| Pines USB 2.0 (Internos) | 1 cable (9 pines) | Baja (no FHD) | Alta (pero solo para sensores) |
| Adaptador HDMI Interno | HDMI + USB (Pines) | Full HD | La más recomendada (2 cables) |
| Puerto eDP | 1 cable plano | Full HD | Solo si la placa lo tiene de fábrica |
pantalla lcd embedida de 7″ por usb fullHD tamaño aprox – Buscar con Google
a ver hablame de placas con hdmi fisico interno en la placa, o conector eDP, que soporten threadripper PRO o intel Xeon 600 (la nueva serie) ?
Las placas base de gama
Workstation (Threadripper PRO y Xeon) están diseñadas para máxima estabilidad y expansión PCIe, por lo que casi nunca incluyen puertos de vídeo internos (HDMI o eDP) de fábrica. Estos conectores se reservan mayoritariamente para placas base Mini-ITX o de consumo (como las series B660/H610 de ASRock).
Sin embargo, para los nuevos Intel Xeon 6 (Granite Rapids-D) y AMD Threadripper PRO 7000/9000, existen soluciones específicas:
1. Placas con salida de vídeo interna (eDP / HDMI)
Actualmente, no hay modelos de Threadripper PRO o Xeon 6 con HDMI físico en el «medio» de la placa. La opción más cercana es buscar el cabezal eDP, que permite conectar paneles LCD directamente con un solo cable plano.
- ASRock Industrial / Rack: Es la marca que más apuesta por el conector eDP interno.
- Modelos como la ASRock H610M-ITX/eDP o versiones industriales para Xeon suelen incluirlo para quioscos digitales.
- En la gama Xeon 6, deberás buscar placas específicas de BCM o ASRock Rack que mencionen «eDP header» en sus especificaciones técnicas.
- ASUS Pro WS WRX90E-SAGE SE (Threadripper PRO 7000/9000):
- No tiene HDMI interno ni eDP.
- Solución: Esta placa tiene puertos USB4 / Thunderbolt 4 en la parte trasera. Puedes usar un cable que entre de nuevo a la caja para alimentar y dar vídeo a una pantalla USB-C.
ASRock +4
2. Tarjetas de expansión (La solución real para Workstations)
Dado que las placas de Workstation no traen estos puertos, la forma profesional de conseguirlo es mediante una tarjeta PCIe:
- Tarjetas Thunderbolt 4 / USB4: Muchas placas como la GIGABYTE AERO D TRX50 vienen con un cabezal interno Thunderbolt. Al añadir la tarjeta, puedes tener un puerto USB-C interno que transmita vídeo Full HD y energía con un solo cable a tu pantalla de 7″.
- Adaptadores HDMI de «perfil bajo»: Se conecta un cable HDMI ultra-plano (Ribbon cable) a la salida de la tarjeta gráfica y se introduce por una ranura PCIe vacía hacia el interior.
Microless
3. Uso de la gestión remota (IPMI)
Las placas Xeon y Threadripper PRO suelen incluir un chip BMC (ASPEED AST2600).
- Este chip tiene su propia salida de vídeo (normalmente VGA en la parte trasera).
- Algunas placas industriales permiten redirigir esta señal básica a un cabezal interno, pero la resolución suele ser limitada y no apta para Full HD fluido (60Hz), ya que está pensada para administración de servidores, no para multimedia.
Resumen de viabilidad por plataforma
| Plataforma | Socket | Conector Interno Típico | Recomendación para LCD 7″ |
|---|---|---|---|
| Threadripper PRO | sTR5 / WRX90 | Ninguno (Vídeo) | Usar HDMI plano desde la GPU. |
| Intel Xeon 6 | LGA4710 | eDP (Solo en modelos industriales) | Panel LCD con controladora eDP. |
| Intel Core (Gama alta) | LGA1700/1851 | eDP (En modelos ASRock) | Pantalla ASRock Side Panel Kit. |
En resumen: Para una Workstation Threadripper PRO o Xeon 6, no encontrarás HDMI interno nativo. La mejor ruta es comprar una pantalla con entrada HDMI + alimentación USB y pasar los cables de forma estética desde la GPU hacia el interior, o usar una placa con USB4 y un cable USB-C de un solo hilo.
pantalla lcd embedida de 7″ por usb fullHD tamaño aprox – Buscar con Google
debe estar todo embedido, no te enteras ?? el usuario no debe ver nada, es para una caja pc de alta gama en madera que estoy contruyendo. Dime placas con laguna solucion interna, para Xeon 600 y Threadripper pro de la snuevas generaciones
Entendido perfectamente: buscas una integración de
grado industrial/custom donde el cableado sea 100% interno e invisible, sin chapuzas de cables saliendo por fuera de la caja.
Para plataformas High-End (HEDT) como las tuyas, la mala noticia es que los fabricantes (ASUS, Gigabyte, MSI) asumen que usarás una GPU dedicada y eliminan los conectores de vídeo de la placa. Sin embargo, hay tres rutas profesionales para lograr ese Full HD embebido:
1. La ruta de la placa con eDP (La más limpia)
El conector eDP (Embedded DisplayPort) es un estándar de 30 o 40 pines directamente en la placa base. Envía vídeo FHD, audio y energía por un solo cable plano (ribbon) que puedes esconder tras la madera.
- Para Intel Xeon (LGA 1700 / W-2400/3400): ASRock Industrial es tu única aliada. Modelos como la serie IMB-1711 o similares para Workstation suelen traer el cabezal eDP.
- Para Threadripper PRO: Actualmente ninguna placa WRX90 (ASUS Sage, Gigabyte) trae eDP o HDMI interno. Están diseñadas para flujo de aire y expansión PCIe masiva, no para pantallas integradas.
2. La ruta del «Header» Thunderbolt/USB4 (Un solo cable USB-C)
Si usas una placa de gama alta como la ASUS Pro WS WRX90E-SAGE SE o la GIGABYTE TRX50 AERO D:
- Estas placas tienen un conector interno USB4/Thunderbolt.
- El truco: Instalas una tarjeta de expansión Thunderbolt (que viene con la placa) que tiene un puerto USB-C interno.
- Conectas tu pantalla de 7″ Full HD (como la Wisecoco USB-C) a ese puerto interno con un solo cable USB-C. Tienes vídeo y energía 100% ocultos.
3. La solución «Workstation Modder» (Placa con HDMI interno)
Aunque es raro en Xeon/Threadripper, hay placas de consumo extremo que sirven para Workstation y sí traen esto:
- ASRock Z790/Z890 LiveMixer o Taichi: Algunas versiones incluyen un eDP Header específico para el «Side Panel Kit» de ASRock (un LCD de 13″ o 7″).
- Adaptador Interno de GPU: Como vas a usar una GPU potente en esa caja de madera, lo más limpio es un extensor de puerto HDMI interno que se conecta directamente a un puerto de la GPU dentro de la caja (requiere desmontar el embellecedor de la GPU o usar un adaptador de 90 grados ultra-fino).
Mi recomendación para tu proyecto de madera:
Si quieres Xeon 6 o Threadripper PRO, ve por la ASUS Pro WS y usa el cabezal USB4 interno. Es la única forma de llevar
a una pantalla de 7″ con un solo cable que no parezca un añadido barato.
¿Quieres que te busque el modelo exacto de pantalla de 7″ que sea compatible con ese conector USB-C/Thunderbolt interno para que solo tengas que tirar un cable?
pantalla lcd embedida de 7″ por usb fullHD tamaño aprox – Buscar con Google
si, dame modelos, embedidos de tamaño 7″ con las dimensiones minimas, de buena calidad, y alto brillo preferiblemente
Para tu proyecto de caja de PC en madera de alta gama, donde la estética y el ocultamiento de cables son críticos, estas son las mejores opciones de
7 pulgadas Full HD con conexión USB-C (señal única para vídeo, táctil y energía).
He seleccionado modelos con chasis de aluminio CNC y paneles de alto brillo para que destaquen incluso a través de inserciones en madera.
1. Wisecoco 7″ FHD Ultra-Thin (La más nítida)
Este es el modelo de referencia para integraciones personalizadas. Es un panel Full HD nativo (
) con una densidad de píxeles altísima.
- Brillo: 350-500 cd/m². Aunque no es «sunlight readable», es significativamente más brillante que las pantallas estándar de 250 nits.
- Dimensiones: Extremadamente delgada (aprox. 9.4 mm de grosor) con un peso de solo 0.22 kg.
- Conexión: Puerto USB-C completo (Alt Mode). Con un solo cable a un puerto USB4/Thunderbolt interno de tu placa base tendrás todo funcionando.
- Calidad: Panel IPS con 100% sRGB, ideal para mostrar interfaces de monitorización con colores vibrantes.
- Opción de compra: Disponible en AliExpress (Tienda Oficial Wisecoco) y en Amazon.
2. Beetronics 7″ High-Brightness (Grado Industrial)
Si el presupuesto no es problema y buscas el máximo brillo posible para que se vea perfectamente incluso con luz directa, Beetronics es la opción profesional.
- Brillo: Modelos que alcanzan hasta 1000 nits (legibles a la luz del sol).
- Construcción: Chasis metálico robusto diseñado para montaje empotrado (panel mount).
- Dimensiones: Algo más voluminosa por su electrónica industrial, pero con un marco frontal muy limpio para encastrar en madera.
- Conexión: Entrada USB-C integrada.
- Referencia: Pantallas Táctiles USB-C Beetronics.
3. Waveshare 7″ High-Brightness LCD (Módulo Desnudo)
Si prefieres montar el panel sin carcasa para que el borde de la madera sea el propio marco de la pantalla.
- Brillo: Existen variantes con 800 a 1000 nits.
- Dimensiones mínimas: Al ser solo el panel y la placa controladora, el espacio ocupado es el mínimo absoluto posible.
- Nota técnica: La mayoría de estos módulos «desnudos» de 1000 nits usan interfaz HDMI + USB por separado. Tendrías que usar un pequeño adaptador o cable «ribbon» interno para mantener el diseño limpio.
WINSTAR Display +1
Comparativa de Dimensiones y Brillo
| Modelo | Resolución | Brillo (Nits) | Conexión | Tipo de Montaje |
|---|---|---|---|---|
| Wisecoco FHD | 500 | USB-C Único | Trasero / Adhesivo | |
| Beetronics 7HB | 1000 | USB-C Único | Empotrado (Panel) | |
| Winstar WF70 | 1000 | MIPI/HDMI** | Módulo Desnudo |
*Nota: En 7″ industrial, el Full HD real es escaso; Wisecoco es la excepción que ofrece

real.
**Requiere placa controladora adicional para USB-C.
Recomendación para madera: El modelo de Wisecoco de 7″ FHD es el más equilibrado. Su chasis de aluminio negro mate de 9mm es muy fácil de embutir en una fresadura de madera, y al ser Full HD, los gráficos de monitorización se verán con una definición «Retina» que no tienen las otras.
¿Deseas que te recomiende el cable USB-C interno (Type-E a USB-C hembra) para dejar la instalación totalmente invisible dentro de la caja?
pantalla lcd embedida de 7″ por usb fullHD tamaño aprox – Buscar con Google
7 Inch Full HD LCD Display – HD LCD Panel – WINSTAR
a ver, no entiendes que son cajas muy bien hechas, sibaritas para un publico de calidad, no valen las chinas pestosas tipo las de amazon o mierdas d esas, Algo como winstar pero en europa preferiblemente con distribuidor en España ?
Para un proyecto de ebanistería de alta gama con hardware
Xeon 6 o Threadripper PRO, entiendo perfectamente que no puedes meter un panel de consumo con carcasas de plástico o controladores de baja fidelidad. Buscas grado industrial, fiabilidad y soporte técnico europeo.
Para este nivel de exigencia, las opciones se centran en fabricantes que suministran a sectores médicos, de aviación o náutica, con presencia y distribución en España.
1. Winstar (Distribución en España: Anatronic / Matrix)
Winstar es el estándar de oro industrial. Tienen una oficina técnica potente en España a través de sus distribuidores oficiales.
- Modelo Sugerido: WF70A8 (Serie High Brightness). Es un panel de 7″ con 1000 nits de brillo (se ve perfecto incluso con luz directa sobre la madera).
- Resolución: Tienen paneles nativos de y . Para Full HD () en 7″, suelen saltar a interfaces MIPI que requieren una placa controladora específica.
- Ventaja: Ofrecen el panel «desnudo» con marcos mínimos de acero, ideal para fresar la madera al milímetro y que el panel quede enrasado (flush mount).
2. Distec / Display Solutions (Distribución: Eurotronix / Matrix)
Fabricante alemán con componentes de altísima calidad. Sus controladores (placas Prisma) son famosas por su longevidad.
- Solución: Ofrecen kits de 7″ IPS con entrada USB-C (DisplayPort Alt Mode) bajo pedido industrial.
- Brillo: Sus series High Brightness son superiores a cualquier monitor de consumo.
- Distribución: Eurotronix (Barcelona) o Matrix Electrónica (Madrid) son los que llevan este tipo de producto en España.
3. Beetronics (Sede en Países Bajos / Almacén en España)
Aunque venden a particulares, su división Pro-AV es de lo mejor en Europa para integración.
- Modelo: 7HD7M (Metal). Es un monitor de marco abierto (open frame) diseñado para ser empotrado.
- Calidad: Chasis de acero galvanizado, componentes de grado industrial 24/7.
- Conexión: HDMI + USB (para táctil). Al ser para una caja de madera, podrías desmontar el marco y quedarte solo con la unidad LCD/controladora que es extremadamente compacta.
- Soporte: Envío directo desde su centro logístico en España y factura nacional.
4. Data Modul (Alemania – Presencia en España)
Es posiblemente el distribuidor/fabricante más exclusivo de Europa para soluciones de visualización.
- Lo que ofrecen: Pueden fabricarte un panel de 7″ con cristal óptico pegado (Optical Bonding). Esto elimina el aire entre el LCD y el cristal, mejorando el contraste de forma espectacular, ideal para una caja de madera oscura o premium.
- Tecnología: Paneles de Innolux o AUO seleccionados (Grade A+).
Especificaciones Técnicas para tu Selección
| Marca | Distribuidor ES | Resolución | Brillo (Nits) | Interface Sugerida |
|---|---|---|---|---|
| Winstar | Anatronic / Matrix | 1000 | HDMI (Interno) | |
| Distec | Eurotronix | 500-1000 | USB-C | |
| Beetronics | Directo (España) | 450 | HDMI/USB-C | |
| Data Modul | Directo | FHD Nativo | Custom | eDP / USB-C |
La Clave de la Integración «Invisible»
Como usas Xeon 6 / Threadripper, lo más limpio es pedir al distribuidor un panel con interfaz eDP. Casi todas estas placas industriales/workstation de alto nivel tienen un cabezal de 30-40 pines oculto. Si no, la mejor opción es el USB-C (Alt Mode).
¿Te gustaría que te facilitara el contacto directo de los departamentos de ingeniería de Anatronic o Eurotronix para que te den presupuesto de una unidad para prototipo?